

Description
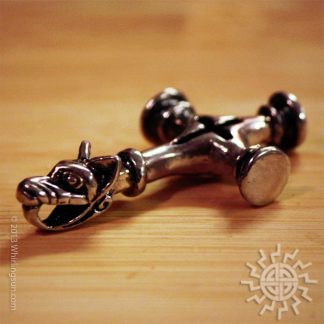
(NOTE: The gallery photos with the Whirling Sun watermark are of the casting, and the ones without a watermark are of the original in the Swedish History Museum.)
This Östergötland Odeshog Mjölnir is a casting taken from an impression of the original 10th century pendant currently on display in the Swedish History museum. It was discovered in the 1880s from Erikstorp, Ödeshög parish, Ödeshög municipality, Östergötland, Sweden. This is an actual grandchild casting and using modern mold-making techniques and materials, it retains a lot of the tool marks and details that master craftsman painstakingly applied 1,000 years ago. Though, unfortunately if you look close enough, not all of the filigree was captured if it was undercut on the original.
The original pendant was silver with gold filigree and gilding on the top and front. The back of the original was not gilded.
It is approximately 1.5″ tall and 1″ wide and weighs .9 ounce
The casting offered by whirling sun is lost wax cast in .925 sterling silver, then selectively gold plated with 14K gold to give it a the two-tone appearance of the original. The process to create these mjolnir replicas is painstaking and tedious, requiring a great deal of skill and time to complete each one.
First, hot wax is injected under pressure into a mold. Only perfect wax models are kept. Any flawed models are re-melted. Then the wax models are sprued one-at-a-time into their own individual flasks and a plaster-like material called “investment” is poured over them. The flasks are vacuumed in a bell-jar to eliminate all air trapped in the mixture.
The flasks are then “burned out” in a 12 hour process with temperatures reaching 1,350* Fahrenheit.
The glowing hot flasks are placed into a centrifuge where a crucible of silver is melted. As with all Whirling Sun castings, a sterling Silver rune is melted into the casting flask as well- a gesture of luck.
The centrifuge is set spinning and the molten metal is forced into the void in the glowing hot flask where the wax once was.
With the lights turned off, the flask is allowed to cool until it just stops glowing, then it is plunged into cold water, where the thermal shock explodes the plaster and reveals the casting.
The casting is carefully cleaned, and the sprues removed and polished away. They then soak in a solution of hot sulphuric acid to remove the fire scale.
In order for the gold plating to adhere, the castings must be absolutely clean. They are submerged in a hot bath of electrolytic detergent and 12 amps of electrical current is applied. This process releases a great deal of Hydrogen gas which bubbles from the surface of the casting, scrubbing it on a microscopic scale.
From that point on, until they are complete, they can only be handled with nitrile gloves. Any oils from the skin will cause the cleaning process to have to be started over again.
Each casting is then painted with a special coating called “stop-off” which resists the gold plating in the areas where it will not be wanted. This is a tedious process on these intricate pendants and each one takes hours to coat.
The pendant is attached to a copper wire and then dipped in a series of hot, electrified solutions of various acids and pre-plating materials to ensure the gold will adhere.
Finally, the casing is attached to electrical current and dipped in a solution of hot potassium gold cyanide where the final coating of 14K gold is applied in a selective manner. This Plating is more permanent than the original gilding method used in the 10th century.
They then go through a series of paint-strippers and petroleum distillates to remove the stop-off coating and reveal the silver it was protecting.
A light polishing with a cloth and the hammers are done.



Reviews
There are no reviews yet.